

7-11 �߂���HTB���C�ʂ̃u���X�g�����ɂ��߂�������
�����߂�����̖��C�ڍ��ʏ������@�ɃV���b�g�u���X�g������܂����C�V���b�g�u���X�g�{�H�㖀�C�ڍ��ʓ��ň����疌�̔������N���邱�Ƃ�����܂��B�������h���Ȃǂ�h�z���đΉ����Ă���܂����C�������̒i�����c���Ă��܂��܂��B���C�ڍ��ʂɔ����i���������Ă����Ȃ��ƍl���Ă���낵���ł��傤���B�i�������ƂȂ�ꍇ�A�����悢�Ώ��@�͂���ł��傤���B


1. �n�Z�����߂����̔����͍|�ޑf�n�Ƃ߂������̋��E�Ŕ������܂��B
�i���̕s��́CJIS H8641 : 2021�C�������z�H���W���d�l���i�ȉ��C�����W�d�j�́u�s�߂����y�є����v�Ƃ��ē��������ł��B����AJASS 6�́u�s�߂����v�݂̂ł��B
�s�߂����y�є������ǂ̒��x�܂ŋ��e���邩�C�ǂ̂悤�ɕ�C���邩��JIS�CJASS 6���邢�͌����W�d�ɂ��܂����C������̗p���邩�͍H���ė��҂��܂߂ċ��c���K�v�ƍl���܂��B
��ʓI�Ȃ߂����ʂ̕�C�̓W���N���b�`�y�C���g�C�����n�ˁC�Ă߂����ɂ��܂��B�A���C�Ă߂����͂߂������H��ЂɂƂ��Ă����S���傫���Ȃ邵�C��߂������ނɂƂ��Ă��ēx���M����邱�ƂɂȂ�̂ŁC�������L�͈͂̏ꍇ�ł����̕��@�C�����n�˂�W���N���b�`�y�C���g�Ȃǂ��������������悢�̂ł͂Ȃ����ƍl���܂��B�A���C�W���N���b�`�y�C���g�̕�C�ɓ������ẮC���[�J�[���s���Ă���u�K����u���邱�Ƃ�C���[�J�[�̎{�H�v�̏��̓��e�����炷�邱�ƂȂǂɗ��ӂ��ĉ������B
�@JASS 6 : 2018�̔���
9.4�@�߂������ނ̋����C��������ѕ�C
�s�߂����F���a2mm������̂������Ă͂Ȃ�Ȃ��B
�s�߂����̕�C�F
�E���ׂ��L�͈͂ɂ킽��ꍇ�@�Ă߂������s���B
�A�����W�d�F�ߘa4�N�̔���
14.2.2�@�S�|�̈����߂���
�g�p��x��̂����s�߂����y�є������Ȃ����ƁB
���͈����n�˂ɂ���C���s���B
�BJIS H8641 : 2021�̔���
7�D�i��
7.2�@�O��
�������C�s�߂����y�є������������ꍇ�ɂ́C���̂����ꂩ�ɂ��B
1�j ��5mm�ȉ��̕s�߂����y�є����́C�����Ă��悢�B��5mm�ȉ��̕s�߂����y�є����̋��e���鐔���͖ʐς́C��n�����ҊԂ̋���ɂ��B
2�j �s�߂����y�є����̕���5mm����ꍇ�́C�����̑��ʐς��L���ʂ̖ʐς�0.5���ȉ��ł���C���C�e�X�̕s�߂����y�є����̖ʐς�10cm2�ȉ��ł���Ƃ��ɂ́C������C�����ʂ������Ă��悢�B�s�߂����y�є����̕�C�̕��@�́C���Z�x�������h����p���邩�C���͎�n�����ҊԂ̋���ɂ��B
3�j �s�߂����y�є����̕���5mm���C�����̑��ʐς��L���ʂ̖ʐς�0.5������ꍇ�C���͊e�X�̕s�߂����y�є����̖ʐς�10cm2����ꍇ�́C�����҂���w�肪�������ꍇ�������C���H�Ǝ҂̔��f�ɂ���čēx�߂������{�����C��n�����ҊԂ̋���ɂ��B
���L�R �s�߂����y�є������������ꍇ�́A���ӈ����̋]���I�ی��p�ɂ���āC�ϐH��傫�ȉe���͂Ȃ��B�]���I�ی��p�̌��ʂ��y�ԕs�߂������̕��́A5mm�܂łł��邱�Ƃ������I�Ɋm�F����Ă���B
�Ȃ��C���z�H���ė��w�j:�ߘa4�N��7.12.6�ɂ����Ă̓t�B���[�v���[�g�E�X�v���C�X�v���[�g�̂߂����������I�Ɍ������������̕�C���@�Ƃ��č��Z�x�������h���ƈ����n�˂������Ă��܂����C�H������ł̎{�H�����獂�Z�x�������h���ɂ����@���ł��K���Ă���Ƃ��Ă��܂��B
�Q. ���C�ڍ��ʂ̔����̕�C
���C�ڍ��ʂƂ��Ă͖h�K��̕�C�̑��C�������̊ϓ_����i���̉����ȂǕK�v�ƍl���܂��B�������ƌ��S���̒i����1mm������������܂��iHDZT77�ɂ��߂�������77㎛�ȏ�j�C���C�ʁC���Ƀ{���g�E���ӂ̒i���̓O���C���_�Ȃǂʼn������Ă����ׂ��ł��B
���̎菇��������܂��B
�u�O���C���_�Œi�����������Ă��甍�����Ǝ��ӕ����u���X�g�őf�n�������C���@�W���N���b�`�y�C���g�h�z����B�Ȃ��C���C�ʂɖ��@�W���N���b�`�y�C���g���g�p����ꍇ�͂��ׂ�ϗ͎�����v�������ꍇ������B�v
�Ȃ��C�����͈͂��L���ꍇ�́C�����n�˂��l�����܂��B
�R. �n�Z�����߂��������̌���
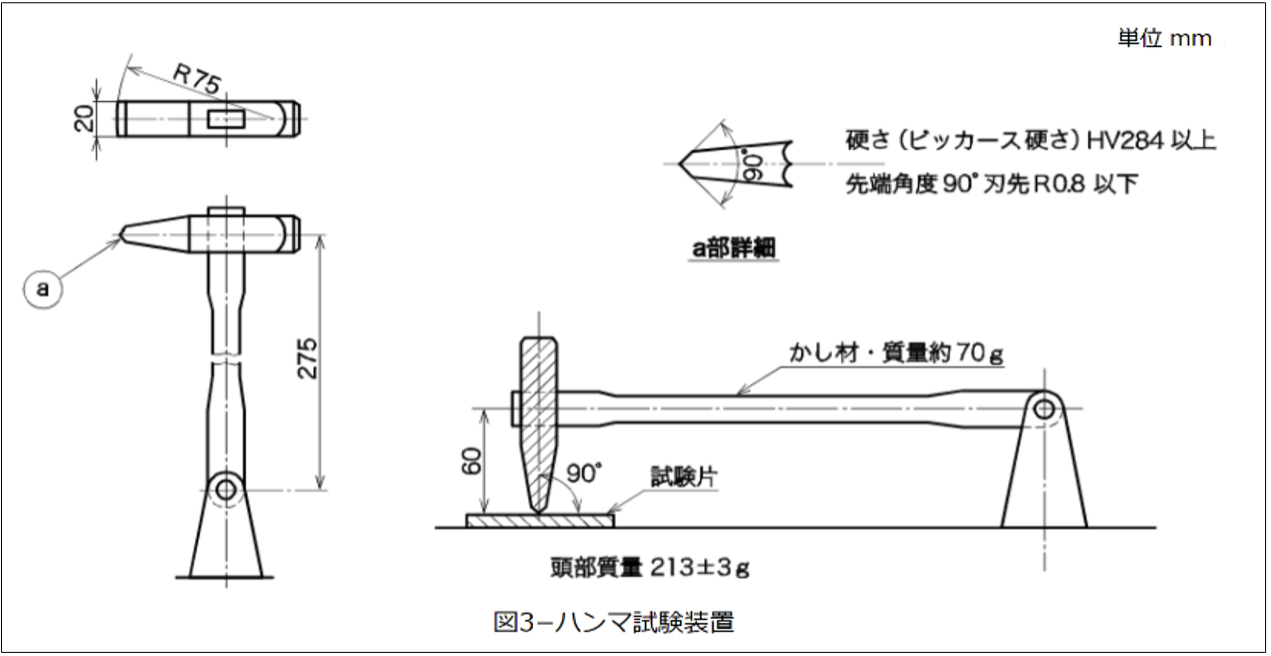
�n�Z�����߂������͊O�����牽�炩�̋����͂������Ȃ�����C���R�������邱�Ƃ͂���܂���B2021�N�����O��JIS H8641�ɂ����Ă͖������̊m�F�Ƃ��ăn���}�[�������K�肳��Ă��܂����B���̂悤�ȑŌ������ɍ��i���邱�Ƃ������ł������̂ŁC�O������͂������Ȃ����蔍���͂Ȃ��ƍl���܂��B�܂��CJIS������͖ڎ������݂̂ƂȂ��Ă���̂ŁC�߂�����O�ς�ڎ������ɂ���č��i����Δ����͂Ȃ��Ƃ������Ƃł��B
������̏ꍇ�͊O������̋����͂Ƃ��Ă̓u���X�g�ɂ��͂ƍl���܂��̂ŁC�u���X�g�����̐ݒ肪�d�v�ƂȂ�܂��B
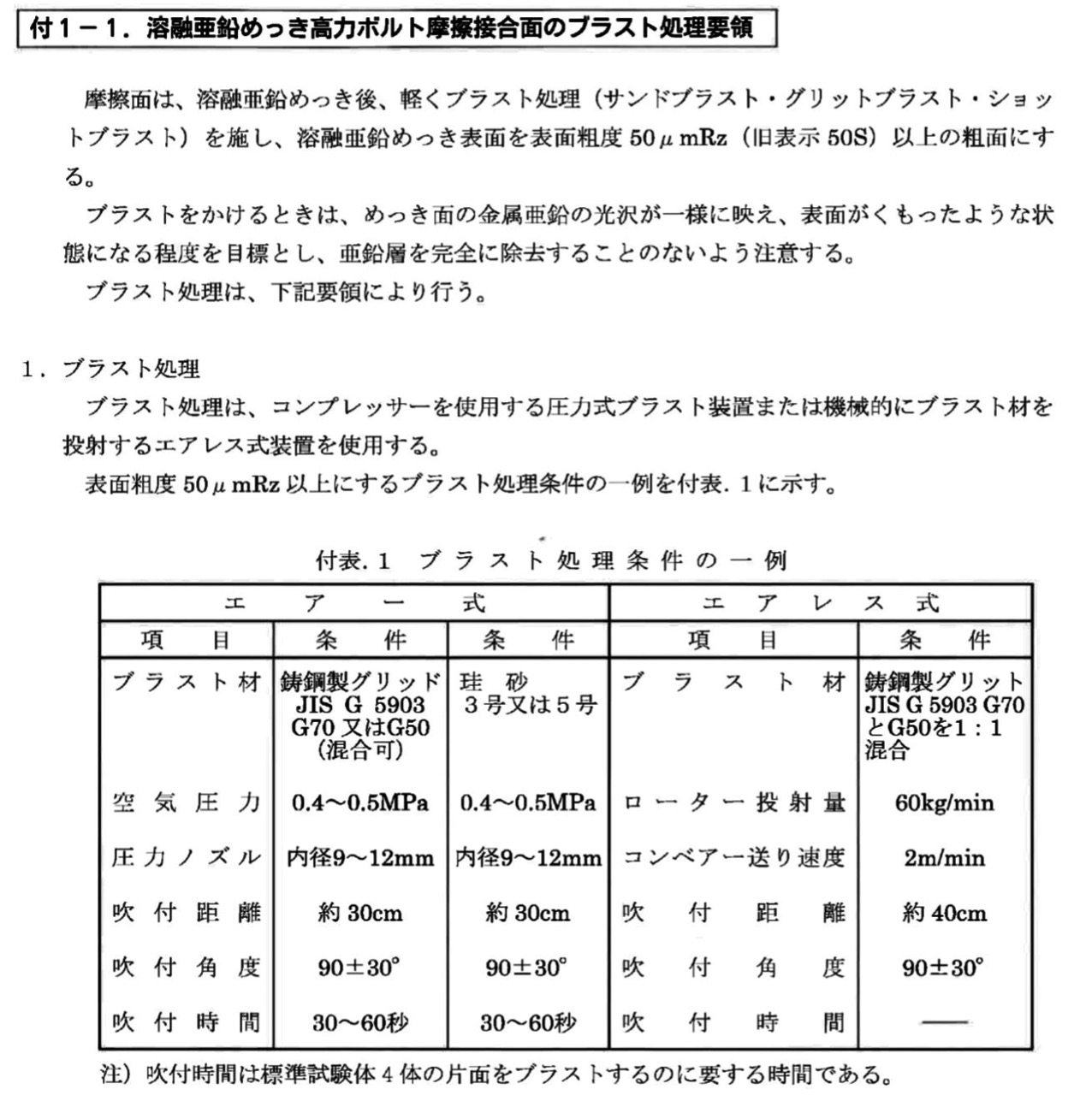
�����K�����̃u���X�g�Ɣ�r���Čy���łK�v������̂ŁC�n�Z�����߂������C�ڍ��ʂ̑e���i50㎛Rz�ȏ�j���m�ۂ��邽�߂Ɉ��͂Ⓤ�˗ʂ�����Ȃǃu���X�g�������������X�Ɍ���ނ��H�v����K�v������܂��B�K�v�ɉ����āA�n�Z�����߂������̓{���g�Z�p����u�n�Z�����߂������̓{���g�ڍ��v�{�H�w�j�v�́u�u���X�g�����v�́v���Q�Ƃ��ĉ������B
�܂��C�u���X�g���@�Ƃ��ăG�A�����̗p���Ă���߂������H��Ђ̗���Љ�܂��B
�u�����Г��Ńu���X�g�ށE���t���������ɂ��āA�K�v�ȕ\�ʑe����������悤�ɋ�C��������B�v�C�u�����v�̂ɂ͒��|���O���b�g�ƌ]�����L�ڂ���Ă��܂����C����ނƂ��Ă̌]���̓u���X�g�����ł͍�Ɗ���肩��قƂ�ǎg�p����Ă��܂���̂ŃA���~�i�O���b�g���g�p���Ă��܂��B�v
�]���̎g�p�ɂ��Ă͎Q�l����7�ɂ���ȉ��̕��͂��Q�l�ɂ��ĉ������B

�S. �������N�����Ȃ����߂�
�ޗ��I��̑��ɂ͊O�����狭���͂�^���Ȃ��悤�ɒ��Ӑ[�������ق��C���C�ʂɊւ��Ă����u���X�g�łȂ��C��������s���Δ����͔������܂���B
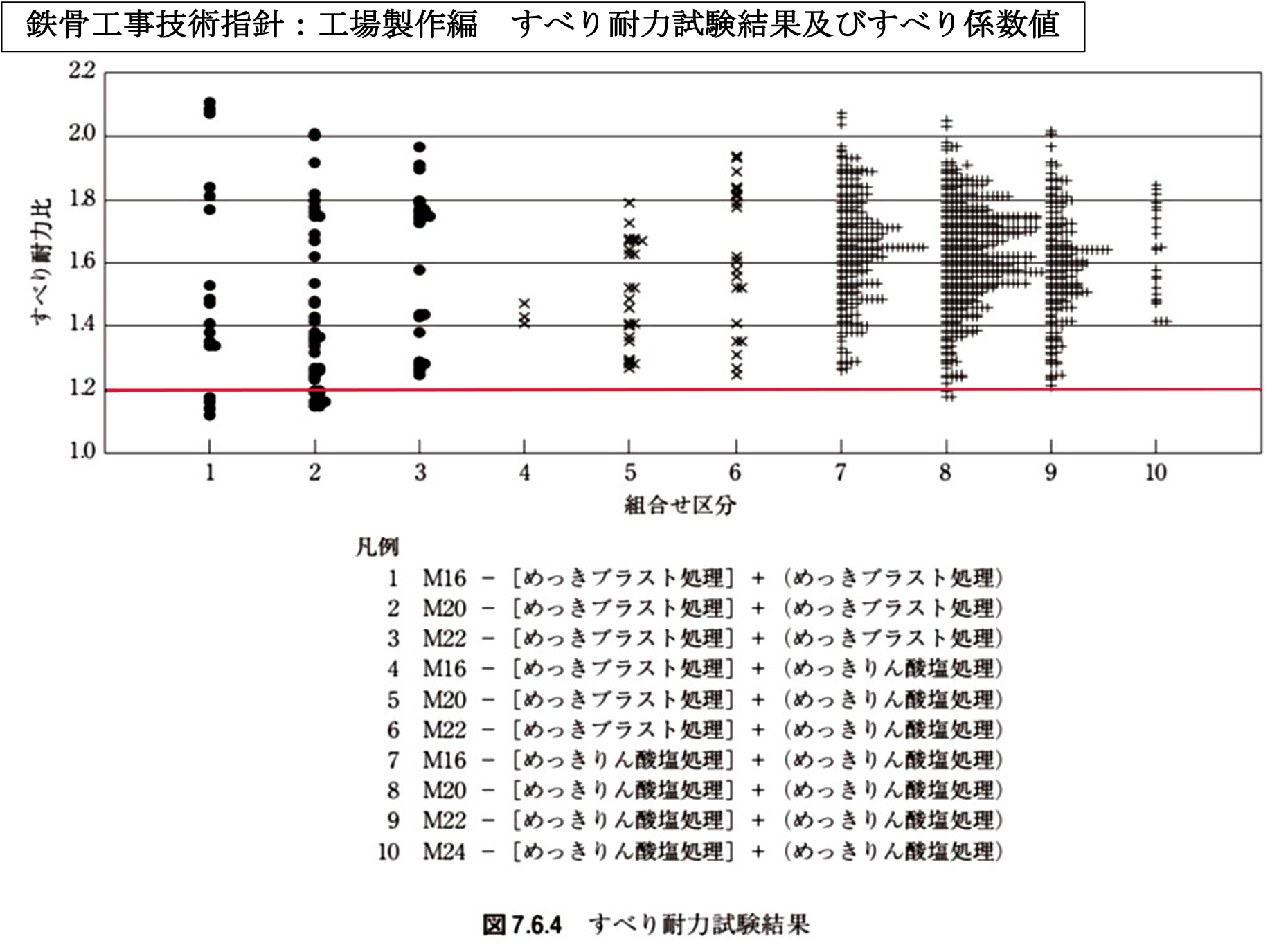
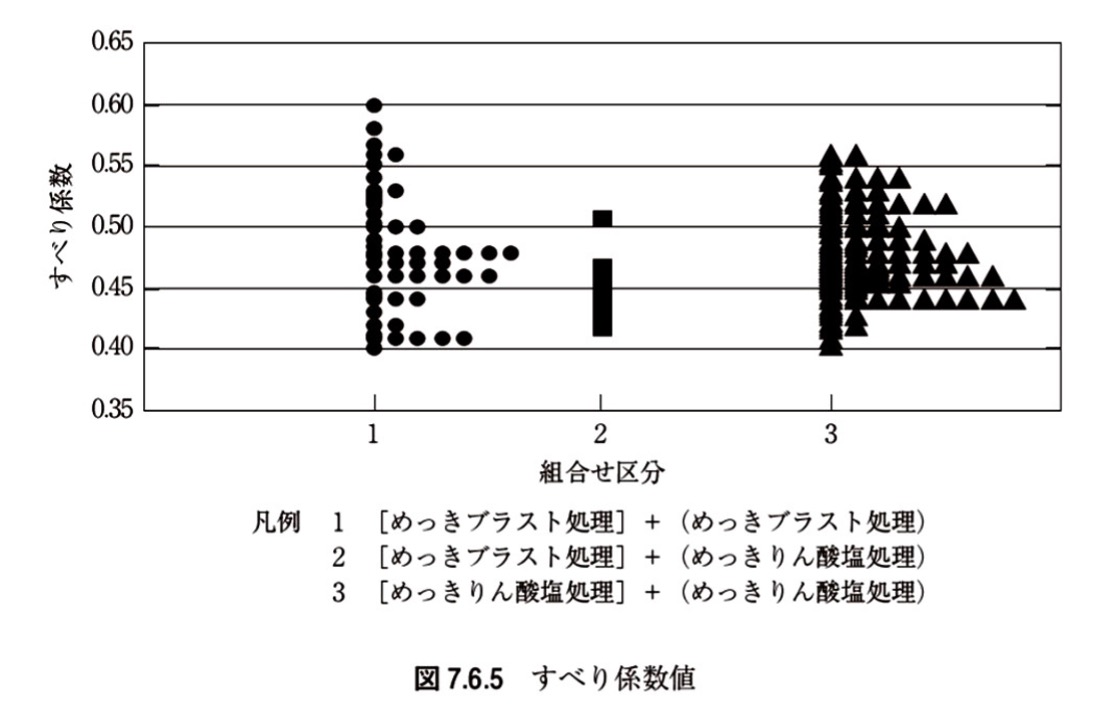
���_�������ɑ��邷�ׂ莎�����ʂ������~�ς���C���ׂ�ϗ́C�y�т��ׂ�W�������肵�Ċm�ۂł���悤�ɂȂ����̂ŁC���_��������JASS 6������W�d�ŕW���I�Ȗ��C�ʏ������@�ɉ������Ă��܂��B��i�̎戵�������C�W����Ǝ菇�����炵�C�Δ䎎���Ђɂ�錟���Ȃǂ�K�ɍs�����Ƃ��K�v�ł����C�u���X�g�ɂ�锍����h�����߂��̕��@�𐄏����܂��B
<�Q�l�E���p����>
�P�DJASS 6 : 2018 ���{���z�w��@
�Q�D�������z�H���W���d�l�� : �ߘa4�N�@�������z����
�R�DJIS H8641 : 2021 �n�Z�����߂���
�S�D���z�H���ė��w�j : �ߘa4�N�@�������z����
�T�DJIS H0401 : 2013�@�n�Z�����߂����������@
�U�D�n�Z�����߂������̓{���g�ڍ��v�{�H�w�j 2010�@�n�Z�����߂������̓{���g�Z�p����
�V�D�@�B�H���h���v��(��)�E����� ����22�N4���@���y��ʏȑ�������nj��ݎ{�H����
�W�D�S���H���Z�p�w�j�\�H�ꐻ��� 2018�@���{���z�w��
Supporting Association for Building Steel Structural Technology All Rights Reserved.