4-35 丸パイプ柱工場溶接の資格
丸パイプ柱の完全溶込み溶接で,ターニングロール等を使用し下向き溶接で作業を行っておりますが,溶接専門級P (パイプ) が必要なのでしょうか。溶接専門級Pの実技試験と溶接内容(水平・垂直溶接)が異なっており現場溶接向きに思えます。工場溶接下向きで溶接専門級P (パイプ) は必要なのでしょうか。
▲質問一覧に戻る

1.工場溶接
JIS溶接技術検定試験の管の突合せ継手では,薄肉管(試験材板厚4.9mm)の水平固定の場合,溶接姿勢は上→立→下となり,中肉管(試験材板厚11.0mm)・厚肉管(試験材板厚20mm以上)の水平固定の場合,溶接姿勢は上→立となります。そしていずれも鉛直固定で横向き姿勢となります。
建築鉄骨で一般的な板厚に適用される溶接資格としては中肉・厚肉資格ですが,この場合,下向き姿勢は含まれませんので,下向き姿勢で溶接ができる態勢であるのに単に鋼管の溶接という理由で鋼管資格を求めるには無理があります。一方,板構造の下向き姿勢の場合,基本姿勢に対する傾斜角(溶接軸の基準溶接軸に対する角度)の限界は±15度(JIS Z3011:2014 溶接姿勢-傾斜角及び回転角による定義)となっていてこの程度の傾きは下向き姿勢となります。
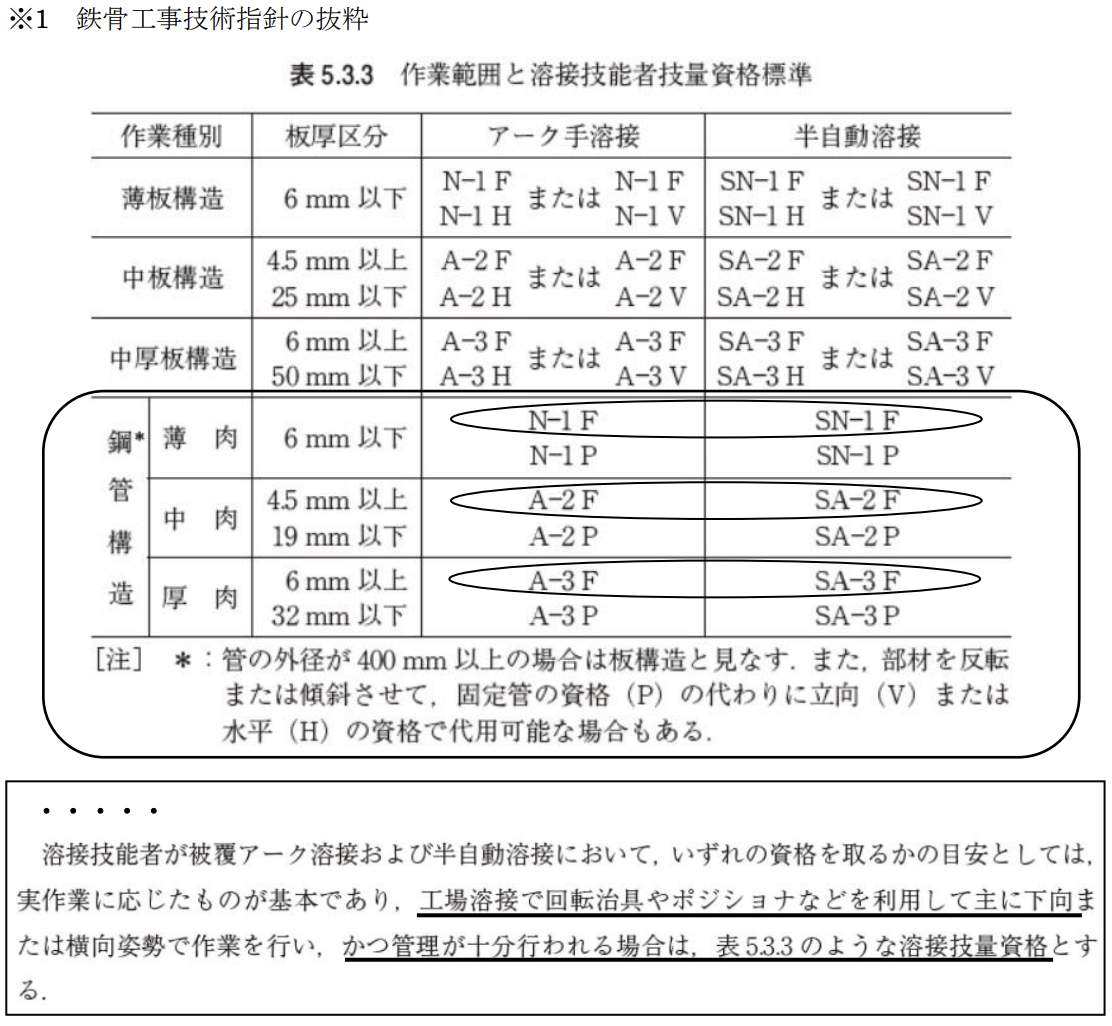
これらを考え,工場溶接でターニングロールを使用して下向き姿勢で溶接する場合,板構造の下向き姿勢を適用することに問題はないと考えます。参考として,日本建築学会「鉄骨工事技術指針工場製作編p.373」の抜粋,日本溶接協会「溶接用語事典」の抜粋を示します。(※1,※2)
2.鋼管柱の工事現場溶接姿勢(横向き姿勢)とJIS及びAWの鋼管資格の関係について
鋼管の径が400mm以上の場合は「板構造」とみなせますので鋼管資格は必要無く,JISないしAWの板構造の横向き姿勢(H姿勢)が適用できます。(※1、※3)
・AW検定鋼管資格について
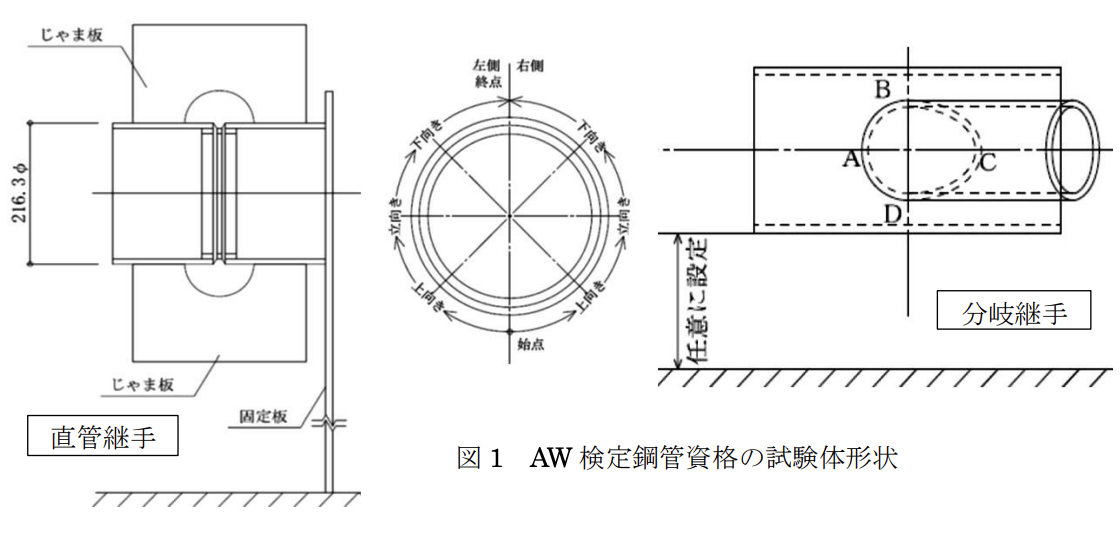
AW検定の試験体を図1に示します。AW検定では,直管継手と分岐管継手の2つの継手溶接を行い,両方とも合格する必要があります(パイプトラス構造などを念頭に置いていると考えられます)。
直管継手の溶接は図のように固定して行いますので,溶接姿勢は,上→立→下向きとなり,横向き姿勢は含まれていません。
以上から鋼管柱の工事現場溶接技能者資格は次のようになります。
●鋼管径が400mm以上の場合
・JISの板構造横向き姿勢(H)
・AW資格を要求される場合は,AW現場溶接資格の少なくとも2類(F, H)
●鋼管径が400mm未満の場合
・JISの鋼管資格(P)
※2 日本溶接協会 溶接用語事典第2版 表4.3 溶接姿勢の定義と略号抜粋
※3 日本溶接協会規格 WES 7101:1991溶接作業者の資格と標準作業範囲
「管は外径が400mm以下のものをいい,それを超えるものは管又は板とみなしてよい。」としており,外径400mmの扱いが鉄骨工事技術指針と異なりますが,ここでは鉄骨工事技術指針の記述を採用しました。
▲質問一覧に戻る
Supporting Association for Building Steel Structural Technology All Rights Reserved.