

3-67 内ダイアフラムの角部からの逃げ寸法
BCR材の場合は角部Rが2.5t±0.5tと決められております。
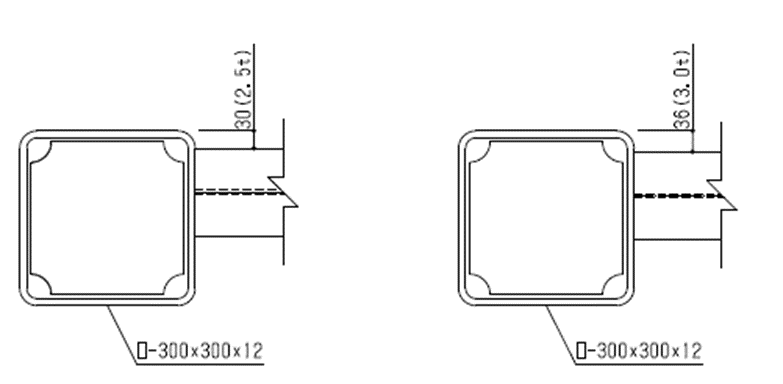
外周部の仕口を内ダイアフラムで製作する場合、2.5t追い込むだけでよいでしょうか。
または,安全を見て3.0t又はもう少し追い込んだ方がよいでしょうか。
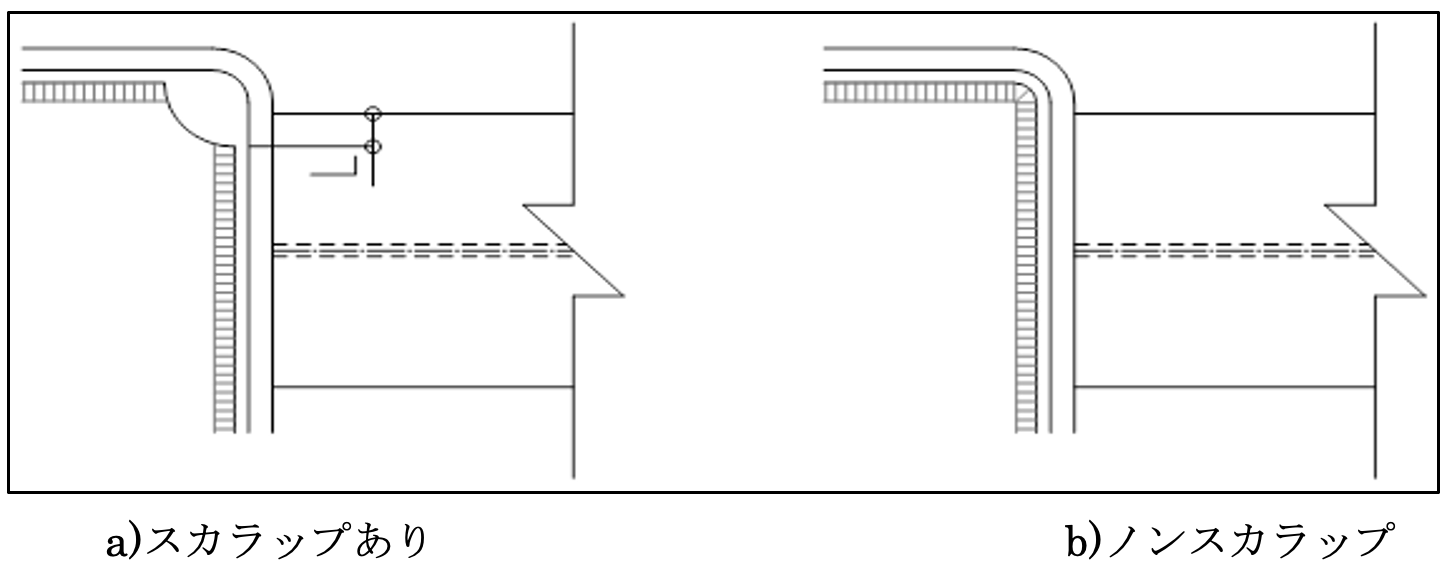
下図a)のように内ダイアフラムスカラップが梁フランジ端部より内側となってもよいでしょうか。それとも,b)のようにスカラップなしで全周溶接するほうがよいでしょうか。

BCRの角部の外側半径の寸法許容差は、2.5t±0.5tと決められています。またBCPでは、3.5t±0.5t(22mm以上は0.4t±0.5t)です。
2018年版冷間成形角形鋼管設計・施工マニュアル(日本建築センター)のp.140 には、鉄骨工事技術指針・工場製作編(日本建築学会)を参照し、p.141の図5.3.6(a)に図解しています。そこで、以下のような留意事項が示されています。
・内ダイアフラムの幅内に、はりフランジを納める。
・内ダイアフラムおよびはりフランジの溶接は、R止まりまでの範囲に納める。
・裏当て金およびエンドタブの寸法に配慮して、詳細設計を行う。
・裏当て金の組立て溶接は、角部を避けて行う。
同マニュアルでは、R止まりまでの平板部の範囲にフランジを納めると書いてあり、BCRの場合、フランジ端は寸法許容差の+側誤差を考えた3.0t以上離れた位置にしたほうが良いと言えます。
また同マニュアルの留意事項には内ダイアフラム(スカラップ考慮)内に、はりフランジを納めるということとも書いてあり、t+スカラップ35mmは離したほうが良いでしょう。
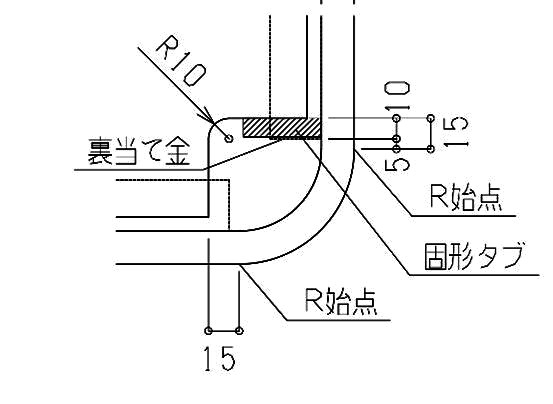
某ファブでは左図のような固形タブを用いたディテールで製作を行っているということを聞きました。板厚t≦30のときは誤差0.5tを吸収することができます。逆に言うと、t =22のときのスカラップの大きさは1.5×22+15=48mmとなります。
同マニュアルのp.142の図5.3.6(b)には、設問b)図のような内ダイアフラムをノンスカラップにする方法も示されていいますが、内ダイアフラムの裏当て金を角部の形状に加工することが難しいので注意が必要です。この場合は3.0tまではりフランジを寄せるすることが可能となります。
このとき、角部に溶接しないようにするという原則があるのに、ノンスカラップで角部に溶接してよいかとの疑義が生じますが、これに対してはビルディングレター(日本建築センター)2019年3月号のp.21に回答が記されていますので、以下に引用します。
「組立て溶接のように入熱量の小さい溶接はR 部の材質を劣化させるため、避けるべきです。一方、開先を設けた内ダイアフラムのように、連続して本溶接される場合では、R 部の材質への影響は小さく、また、ノンスカラップとすることにより破壊の起点が無くなるため、ノンスカラップを採用しても可としています。」
また、あまり実施例が少ないかもしれませんが、外ダイアフラムの場合もR部に連続した溶接をしています。
当然ながら、設計者がフランジの応力伝達においてスカラップがあっても問題ないと計算で証明した場合は、当然t +スカラップではなく、3.0tまで寄せることができます。
Supporting Association for Building Steel Structural Technology All Rights Reserved.