

4-13 面取り加工付き裏当て金使用上の注意点
次の2点について教えて下さい。
a. 面取り加工付き裏当て金を用いた完全溶込み溶接部のUT欠陥評価
b. 初層改良型面取り加工付き裏当て金を採用するとき、どのような準備が必要か

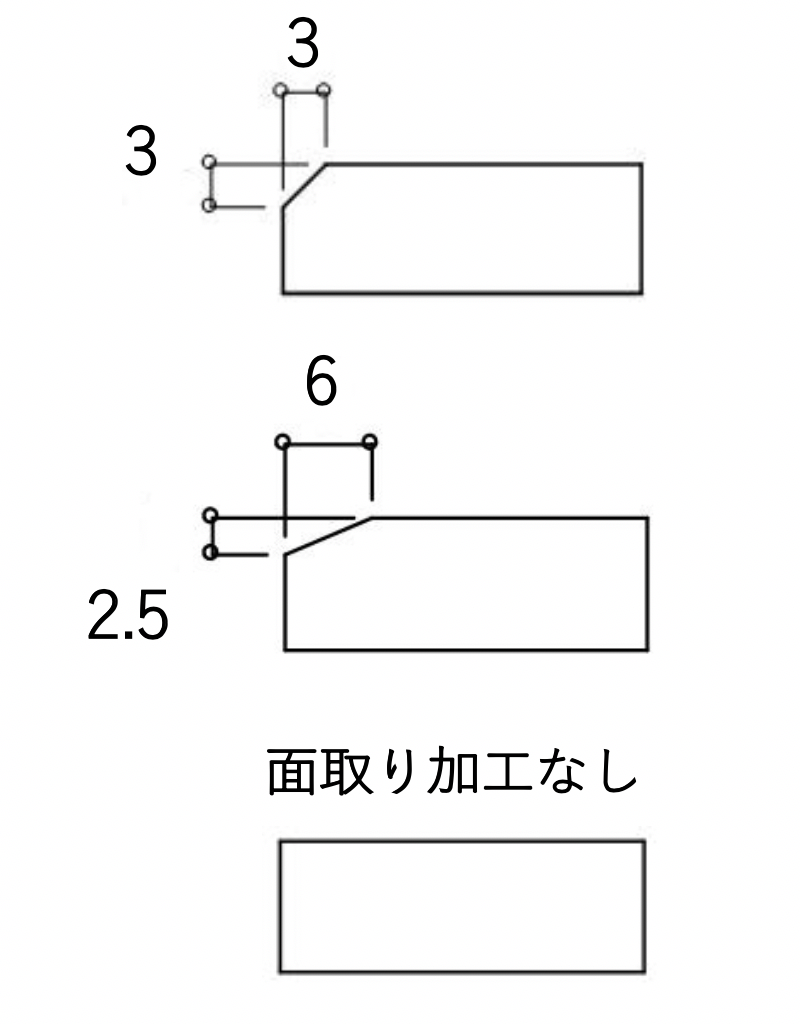
a. 面取り加工付き裏当て金(鋼製裏当て金)は、自社加工の場合もあるが、フラットバーの標準型(FB9×25)に図-1のように3×3、または 2. 5×6の面取り加工を施して、初層改良型(FB9×25-3×3)、(FB9×25-2.5×6)とした既製品もあり、この他、コラム用裏当て金やノンスカラップ用裏当て金も販売されています。
面取り加工付き裏当て金を使用した完全溶込み溶接のUTにおける"きず”の合否判定は,以前より明確な規定,基準もなく推移しており,面取り・面取りなし裏当て金の両者の場合とも,板の裏面より1mm下がった範囲までを探傷範囲(板厚方向の垂れ込みを想定した判定)に定め,合否判定を行っているのが現状のようです。従って、面取り加工付き裏当て金(初層改良型)は、面取りなし裏当て金(フラットバー)の場合よりも溶込みが深いので、たとえ底面に溶込不良があったとしても欠陥としては扱わない、と解釈しているファブの管理技術者もいます。しかし、元々、フラットバーを裏当て金に用いて完全溶込み溶接ができることを溶接技能有資格者は要求されているので、面取り部分の全範囲が溶けていることをUTの合格条件と主張する設計者・監理者も少なくありません。「欠陥を板厚外に逃がして検査を通すなど姑息な手段だ。」という発言が出る所以です。
なお、角形鋼管は閉断面であるため、ロボットで溶接するときに開先内に組立て溶接のビードを残さざるを得ません。このような場合に用いる裏当て金は、面取り加工が必要になるでしょう。
面取り裏当て金を使用する場合の製作側のメリットは,初層のルートに溶込み不足が発生した場合でもUT合格となり,溶接補修が減少することです。ただし,このようなことを考えて長期的に面取り裏当て金を使用し続けると、その工場の技能は低下を招くことが避けられません。そのように認識するファブの管理技術者は思ったより少ないようです。
b. a.で述べたように、面取り加工付き裏当て金を使用した完全溶込み溶接のUTにおける”きず”の合否判定は,以前から明確な規定,基準もなく推移しており、それは、
① 面取り部分の全範囲が溶けていることをUTの合格条件とする と考える施主側と、
② 面取りなし裏当て金(フラットバー)の場合よりも溶込が深いので、たとえ底面に溶込不良があったとしても欠陥としては扱わない
と考えるファブ側で、何となく行き違いのある土俵で相撲を取るような状況におかれている問題であると判断されます。そのような環境の中で初層改良型の面取り加工付き裏当て金を採用しようとするならば、以下に示すような準備を整えておくべきでしょう。
(1) 工作図の溶接詳細図一覧表に面取り加工付き裏当て金を用いた溶接部の詳細図を追加する。
(2) 製作要領書に次の管理要領を追加する。
(a) 面取り加工付き裏当て金の鋼種・形状・寸法許容差・受入れ検査要領・担当者
(b) 面取り加工付き裏当て金を用いた溶接部の本溶接前組立精度の管理要領・担当者
(c) 面取り加工付き裏当て金を用いた溶接部の外観検査・UTの判定要領
(d) 上記(a)〜(c) の今回適用した記録
(3) 自社における平板形状の裏当て金と面取り加工付き裏当て金を用いた溶接接合部における合格率の比較(実績のまとめ)
面取り加工付き裏当て金を用いることが、自社が行う完全溶込み溶接に定常的に行われるようであれば、社内工作基準に上記項目は明記されるべきです。これに伴う関連事項は社内検査基準に合否判定基準と共に記載されていなければなりません。これがある物件の特注として行われる場合には、特記仕様書に記載します。
工作図や製作要領書に書いてなくても、より性能の良い工法に変更するのであれば工事監理者には事後報告でよいと安易に考えたとしたら、これは契約上の齟齬を誘発する原因となります。
Supporting Association for Building Steel Structural Technology All Rights Reserved.